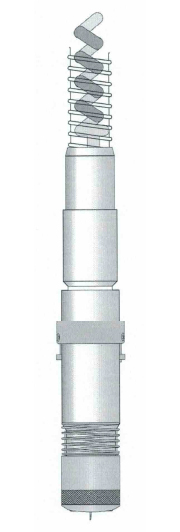
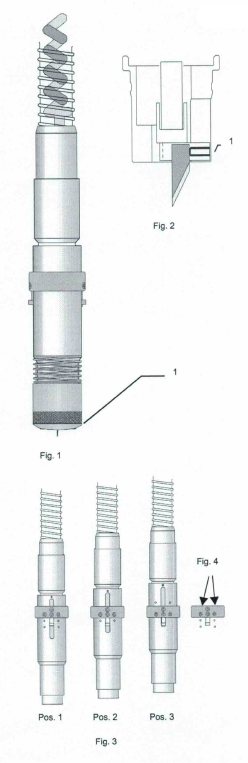
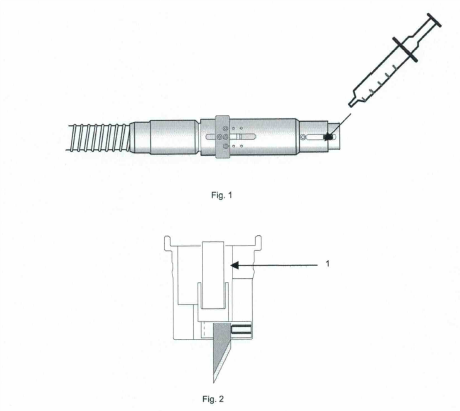
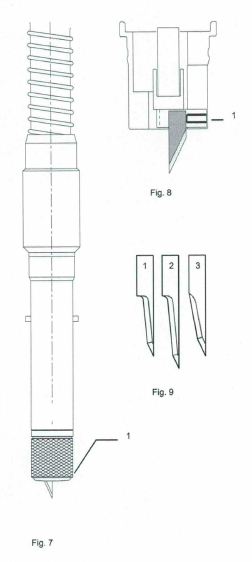
1. Remove the gliding shoe (Fig. 1/1), undo the hexagonal socket screw (Fig. 2/1) with the 1.5 mm Allen key supplied with the unit, insert the knife and re-tighten the screw.2. Replace the gliding shoe.
3. Insert the tool in the head. The red marking on the tool must be aligned with the marking on the head. Close the bayonet catch.
4. Initialising the Tz head (1184) – see Tz head operating instructions. Because the knife oscillates, the depth can only be correctly set while the tool is running. The tool starts to oscillate if the pen key is pressed during initialising. The stop ring on the tool must be set according to the thickness of the material
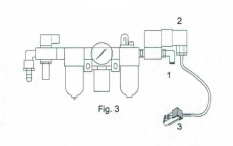
(maximum depth of cut). Three positions are provided for this stop ring (see Fig. 3).
| Depth of cut | Position | |
| 10 mm | Pos. 1 | top |
| 11-23 mm | Pos. 2 | centre |
| 16-27 mm | Pos. 3 | bottom |
In each case, the length of the knife has to be adjusted to the material to be cut.
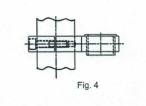
To set the stop ring, undo the outer screws on the ring (Fig. 4), slide the ring to the desired position and then re-tighten the screws.